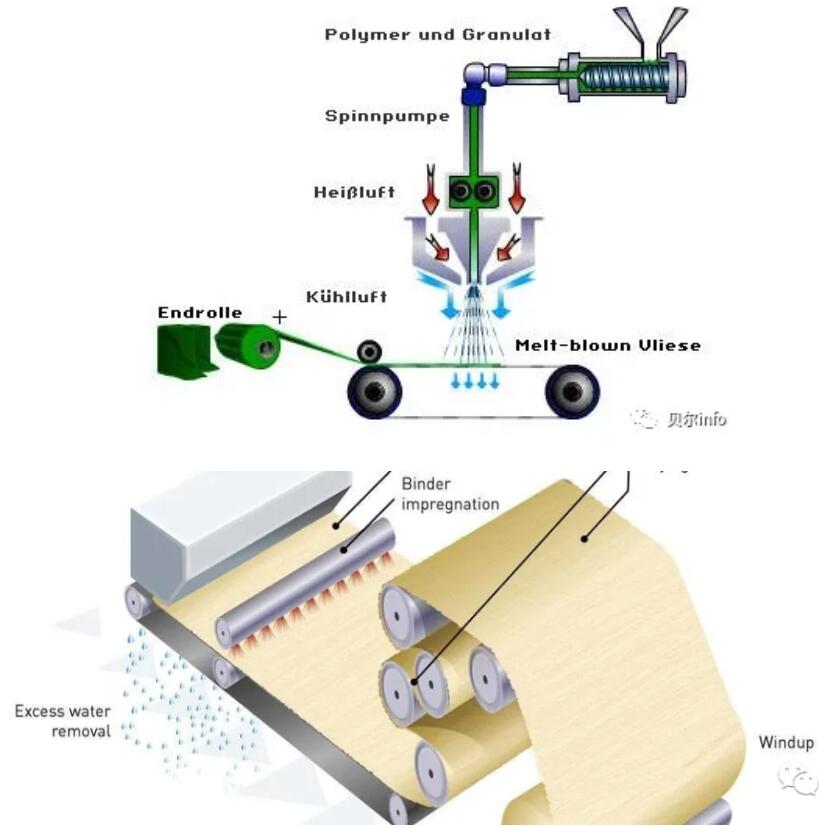
Технология выдувания расплава заключается в использовании высокоскоростного потока горячего воздуха для вытягивания тонкой струи расплавленного полимера, экструдируемой из сопла фильеры, в результате чего образуются сверхтонкие волокна, которые затем собираются на сетчатом полотне или валике и одновременно склеиваются, образуя нетканый материал, полученный методом выдувания расплава.
Ширина экструзионного полотна, используемого обычными производителями, обычно составляет 1600 мм, 2400 мм, 3200 мм, а диаметр экструдера — 90 мм, 105 мм, 135 мм. Однако после начала эпидемии ширина небольших экструзионного полотна (то есть тех, что использовались в мастерской семьи Янчжун) стала небольшой, обычно всего несколько десятков сантиметров, а диаметр шнека — в основном 45 мм, 50 мм и 65 мм.
Такие машины имеют низкую производительность и низкое качество, но стоят недорого, а сроки поставки быстрые. До эпидемии цена составляла всего 20 000–20 000, а сейчас выросла до 200 000, но всё ещё значительно дешевле, чем экструдеры обычных производителей. В настоящее время... машина для производства нетканого материала методом выдувного формования На рынке представлено более 1600 на рынке товаров от ведущих производителей, стоимость которых превышает 6 миллионов юаней, а срок доставки составляет более 2 месяцев.
Основной процесс производства нетканого материала методом выдувного формования (melt blown cloth) выглядит следующим образом:
1. Подготовка расплава
2. Фильтр
3. Измерение
4. Расплав выдавливается из отверстия.
5. Капельное откачивание расплава и охлаждение
6. в сетку



Основная конфигурация устройства
1. Шнековый экструдер; 2. Дозирующий насос; 3. Устройство для выдувания расплава; 4. Приемная сетка; 5. Намоточное устройство; 6. Подающее устройство.
Оборудование непрерывной линии по производству нетканых материалов методом выдувания расплава имеет высоту около 6 м, ширину 5 м и длину 20 м. Производственное оборудование включает в себя следующее:
(1) Шнековый экструдер: Диаметр шнека обычно составляет 100–120 мм, а соотношение длины к диаметру — 30. Его назначение — расплавлять ломтики.
(2) Дозирующий насос: Его функция заключается в точном измерении, контроле производительности и тонкости волокна. Это шестеренчатый насос, который непрерывно подает расплав в фильеру.
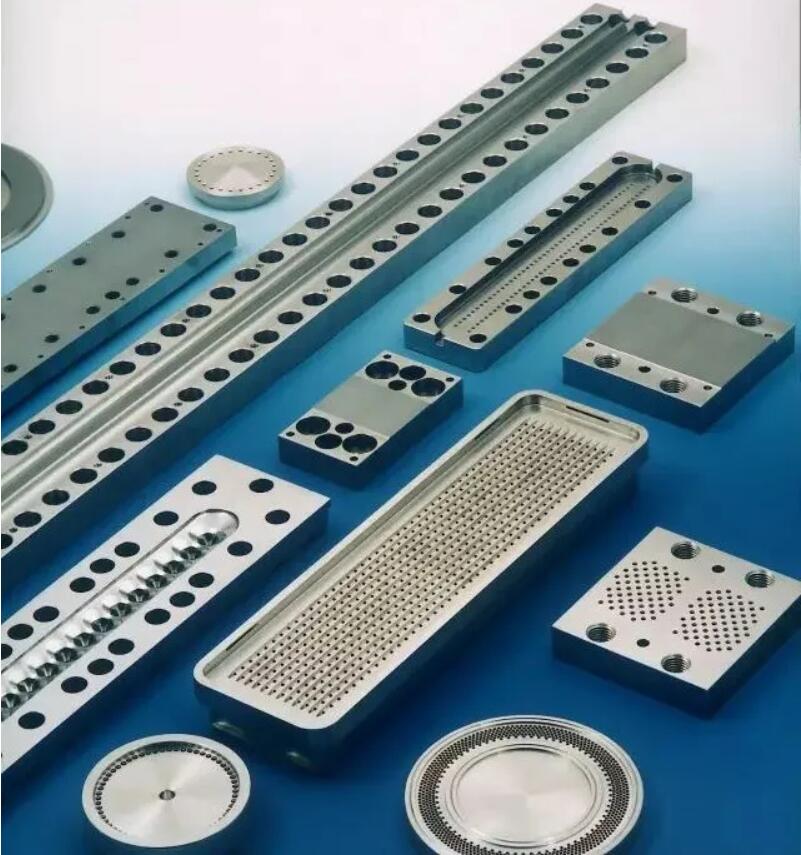
(3) Фильтр расплава: его функция заключается в фильтрации примесей из расплава, чтобы избежать засорения отверстий фильеры.
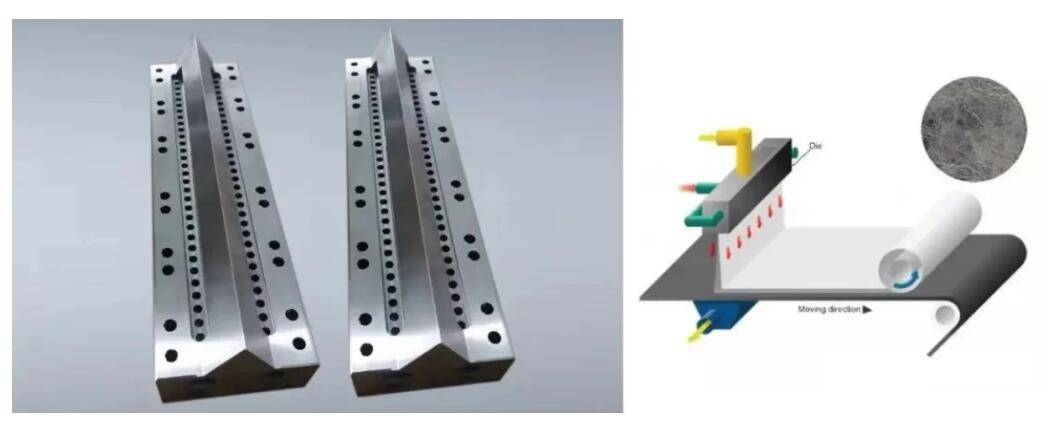
(4) Конвейерная сетчатая завеса: расплавленное волокно равномерно распределяется по сетке и транспортируется вперед. Под ней находится вытяжной вентилятор для отвода горячего воздуха, поступающего сверху.
(5) Прядильная камера: Это ключевое оборудование процесса выдувания расплава. Она имеет полосообразную фильеру, покрытую длинным рядом отверстий. Обычно на метр приходится около 1500 отверстий. По обеим сторонам фильеры расположены сопла горячего воздуха, а снизу — сопла горячего воздуха, образующие угол 50° с отверстиями. После выдувания волокна высокоскоростной горячий воздух используется для немедленного растяжения воздушного потока, чтобы выдуть волокно и получить сверхтонкое волокно.
(6) Система подачи: Она состоит из 3 мерных бункеров, которые используются для дозирования белых ломтиков, мастербатча и добавок. Три компонента поступают в смеситель, расположенный ниже, для равномерного смешивания, а затем подаются в производство.
(7) Воздуходувка и нагреватель горячего воздуха: обеспечивают температуру и давление горячего воздуха, используемого для создания вращающегося воздушного потока, используют электричество для нагрева и потребляют много энергии.
(8) Намоточная машина использует автоматическую намотку, а нетканый материал, полученный методом экструзионного выдувания расплава, упаковывается в рулоны. Нетканые материалы, полученные методом экструзионного выдувания расплава, характеризуются ультратонкими волокнами, а наименьший диаметр волокна может достигать 0,5 мкм, обычно от 1 до 5 мкм. Чем тоньше волокно, тем лучше качество нетканого материала, полученного методом экструзионного выдувания расплава, но при этом относительно снижается его выход. Ультратонкость волокна, большая удельная площадь поверхности и высокая адсорбционная способность являются наиболее важным преимуществом нетканого материала, полученного методом экструзионного выдувания расплава.
Если вас интересуют машины для производства нетканых материалов методом выдувания расплава, вы можете перейти по ссылке ниже для получения более подробной информации и видеодемонстрации:
https://www.troysupply.com/1200-1600mm-width-melt-blown-fabric-machine_p130.html
Большое спасибо от Троя!
 105.98.34.13
2022-08-07 05:56:41
105.98.34.13
2022-08-07 05:56:41

ТЕЛ : + 86-4000988557;
Skype ID: gfreex@hotmail.com;
WeChat: STEP_ADTECH;
QQ ID: 8936906.




















пожалуйста, читайте, оставайтесь в курсе, подписывайтесь, и мы приглашаем вас рассказать нам что ты думаешь.
 IPv6 сеть поддерживается 粤ICP备2021036697号
IPv6 сеть поддерживается 粤ICP备2021036697号 Интернет Сервис
Интернет Сервис 4000988557
4000988557 sales1@troysupply.comsales2@troysupply.com
sales1@troysupply.comsales2@troysupply.com Richard Liu
Richard Liu TROY
TROY 8936906
8936906 Troysupply_com
Troysupply_com русский
русский English
English français
français Deutsch
Deutsch español
español português
português العربية
العربية 日本語
日本語 한국의
한국의 Tiếng việt
Tiếng việt